






基于AI智能調(diào)節(jié)器的小型裝置控制系統(tǒng)
摘要:采用AI智能調(diào)節(jié)器,流量控制器,壓力變送器等,對小型裝置的溫度,流量,壓力等參數(shù)實行測量與控制,效果良好.增加工控機,與AI智能調(diào)解器構(gòu)成小型集散控制系統(tǒng),進行分散控制和集中管理,使控制系統(tǒng)的功能更加完善,可靠性更高.
關(guān)鍵詞:小型裝置 AI智能調(diào)節(jié)器 工控機 溫度控制
引言
小型裝置主要用于油品的分析與催化劑的評價,確定工藝過程的操作條件,用以指導(dǎo)實際的生產(chǎn)過程.根據(jù)需要配備了兩套裝置,每套裝置主要由進油泵,油路,氣路,混合器,反應(yīng)器,油氣分離器等部分構(gòu)成.反應(yīng)器為圓柱形結(jié)構(gòu),由六斷電加熱器加熱,每段2KW,另有管線保溫2KW,總的加熱功率為28KW.試驗過程中主要測控的參數(shù)有溫度,流量,壓力及進油量.其中反應(yīng)器壁溫及管線保溫控制共計14點,范圍為室溫~800℃,精度±1℃,反應(yīng)器內(nèi)溫檢測12點,流量控制2點,壓力檢測4點.控制系統(tǒng)的輸入點數(shù)為32點,輸出點數(shù)為16點.另有4臺計量泵的起停控制4點.主要控制參數(shù)是反應(yīng)器的溫度.
控制系統(tǒng)的構(gòu)成
-
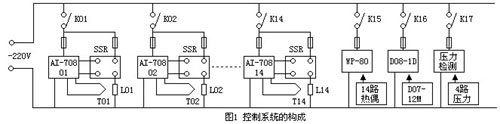
溫度控制由AI708智能調(diào)節(jié)器實現(xiàn).具有體積小,可靠性高,抗干擾能力強等優(yōu)點,并有多種控制方式供選擇,具備RS232/485接口,可構(gòu)成小型(DCS)集散控制系統(tǒng).儀表輸入采用K型熱偶,輸出采用SSR驅(qū)動模塊,控溫元件采用20A的SSR固態(tài)繼電器.反應(yīng)器的內(nèi)溫檢測選用WP-80 16點溫度巡檢儀,可輸入多種分度號的熱電偶信號,能實現(xiàn)自動冷端補償,并有自穩(wěn)零功能.流量控制選用D07-12M/ZM控制器,由D08-1D/ZM顯示儀實現(xiàn)流量顯示與設(shè)置,該儀表具有外加設(shè)定功能,可由計算機等外部設(shè)備提供設(shè)定值.壓力檢測選4臺壓力變送器,具有數(shù)字顯示功能.
為提高控制系統(tǒng)的可靠性,在每種儀表的供電回路中增加了自動斷路器和快速熔斷器等.專門設(shè)計了儀表控制柜,全部儀表及相關(guān)零部件,包括計量泵的啟停按鈕,接觸器,繼電器等,均組裝在控制柜內(nèi),各種儀表的輸入輸出信號通過公共接線端子與現(xiàn)場裝置相連,控制系統(tǒng)具有完整的成套性.
控制系統(tǒng)的構(gòu)成如圖(1)所示.
控制系統(tǒng)的調(diào)試與運行
由于該系統(tǒng)的溫度控制回路較多,是主要的控制參數(shù),要求恒溫控制精度較高,試驗過程中不允許溫度有過大的超調(diào).為此,采用了控制反應(yīng)器壁溫檢測內(nèi)溫的方案,這樣可減小控制對象的純滯后,從而達到要求的控溫精度.AI708智能調(diào)節(jié)器提供了五種調(diào)節(jié)方式,調(diào)試中首先采用了自整定參數(shù)功能,經(jīng)1~2次的自整定過程,大部分控制回路滿足要求,對于個別不能滿足要求的控制回路,采用AI人工智能調(diào)節(jié)(ctrl=1),需要整定的參數(shù)有M50,P,t,ctl,由于反應(yīng)器各段加熱器特性基本相同,所以對個別控制回路選擇參數(shù)的范圍為M50=680~760,P=25~33,t=200~300,ctl=4,恒溫控制精度小于±1℃,超調(diào)小于3℃,取得了滿意效果.對于氣體流量控制與壓力檢測儀表的調(diào)試,只要根據(jù)使用說明進行調(diào)試,容易滿足實際要求.
由于全部儀表及其零部件均組裝在控制柜內(nèi),安裝中要充分考慮干擾問題.為此,將系統(tǒng)的電源線與信號線分開布置,避免相互之間的干擾.并且考慮到控制系統(tǒng)的接地問題,將各種儀表地與控制柜外殼相連,并與現(xiàn)場的接地系統(tǒng)統(tǒng)一接地,保證了系統(tǒng)的可靠性,提高了抗干擾能力.
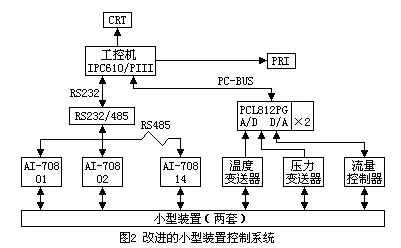
控制系統(tǒng)的完善及功能 由儀表構(gòu)成的控制系統(tǒng)在現(xiàn)場投入使用一年多,各項功能指標均滿足要求,應(yīng)用結(jié)果令人滿意.但是,試驗過程中的各種儀表操作及各類試驗數(shù)據(jù)的記錄與統(tǒng)計仍需要操作人員的反復(fù)參與,各種數(shù)據(jù)報表只能由人工完成.為進一步提高裝置的自動化水平,對各項功能指標實現(xiàn)集中管理,在原儀表控制系統(tǒng)基礎(chǔ)上,增加計算機監(jiān)控功能,使控制系統(tǒng)更加完善.改進的控制系統(tǒng)如圖(2)所示.
計算機選擇研華IPC610/PⅢ工控機,與AI智能調(diào)節(jié)器通過RS232/485轉(zhuǎn)換接口構(gòu)成小型(DCS)集散控制系統(tǒng).AI智能調(diào)節(jié)器的各類參數(shù)可由工控機設(shè)置與修改,反應(yīng)器內(nèi)部溫度和壓力信號的檢測與流量控制的設(shè)定采用PCL812PG模板實現(xiàn).控制系統(tǒng)程序,應(yīng)用工業(yè)組態(tài)軟件——組態(tài)王5.1設(shè)計,運行在WINDOWS98環(huán)境下,控制系統(tǒng)實現(xiàn)的主要的
功能如下:
(1) 工藝流程顯示及各測控點的實時控制與參數(shù)顯示;
(2) 參數(shù)的設(shè)置與修改.各類測控參數(shù),高低限報警,實時存儲數(shù)據(jù)時間,定時打印時間等均可通過人機交互界面由鍵盤設(shè)置與修改;
(3) 數(shù)據(jù)報表,包括班報表,日報表,月報表等多種形式的統(tǒng)計報表,均可顯示或打印;
(4) 數(shù)據(jù)存儲和歷史曲線打印.主要測控參數(shù)可定時存盤,連續(xù)保存3個月數(shù)據(jù),根據(jù)存儲的數(shù)據(jù)顯示或打印相應(yīng)的歷史曲線;
(5) 超限報警.當被設(shè)置了報警限的參數(shù)發(fā)生超限報警時,屏幕相應(yīng)位置的參數(shù)閃爍顯示,并給出聲音提示,同時打印報警參數(shù)與時間.
結(jié)語 采用AI智能調(diào)節(jié)器與工控機構(gòu)成控制系統(tǒng)的優(yōu)點在于,可靠性高,故障率低,測控精度高,適合工業(yè)現(xiàn)場長期連續(xù)運行.由于采用(DCS)分布式結(jié)構(gòu),小型裝置的檢測與控制由儀表來完成,過程的管理由工控機實現(xiàn).當工控機故障時,只影響計算機管理與數(shù)據(jù)顯示記錄等功能,現(xiàn)場儀表仍能正常檢測控制;當某臺儀表故障時,只需單獨處理該儀表即可,不影響其他控制回路,大大提高了控制系統(tǒng)的可靠性.